Custom Overmolding Mold Manufacturing & Molding Services
From mold design and DFM analysis to overmolding production — one factory, one point of contact, full project control.
An NDA can be signed if needed before the quotation.

UNDERSTADING THE OVERMOLDING PROCESS
What is Overmolding?
Overmolding is a multi-step injection molding process where a second material — typically a soft thermoplastic elastomer (TPE), thermoplastic polyurethane (TPU), or liquid silicone rubber (LSR) — is molded directly over a pre-formed rigid substrate.
The substrate is molded first in one mold, then placed into a second mold where the overmold material is injected over it to form a single, integrated part. The bond between the two materials is achieved through chemical affinity between compatible polymers, mechanical interlocking through designed-in features, or both. The result is a composite part that combines structural rigidity from the substrate with functional properties from the overmold layer — soft-touch grip, vibration dampening, sealing, electrical insulation, slip resistance, or improved aesthetics — without adhesives, fasteners, or secondary assembly. While roughly 80% of overmolding projects involve soft-over-hard combinations (such as TPE over ABS), overmolding also applies to hard-over-hard combinations — for example, PC over ABS for structural or aesthetic reasons, or PC over PMMA for optical clarity combined with impact resistance.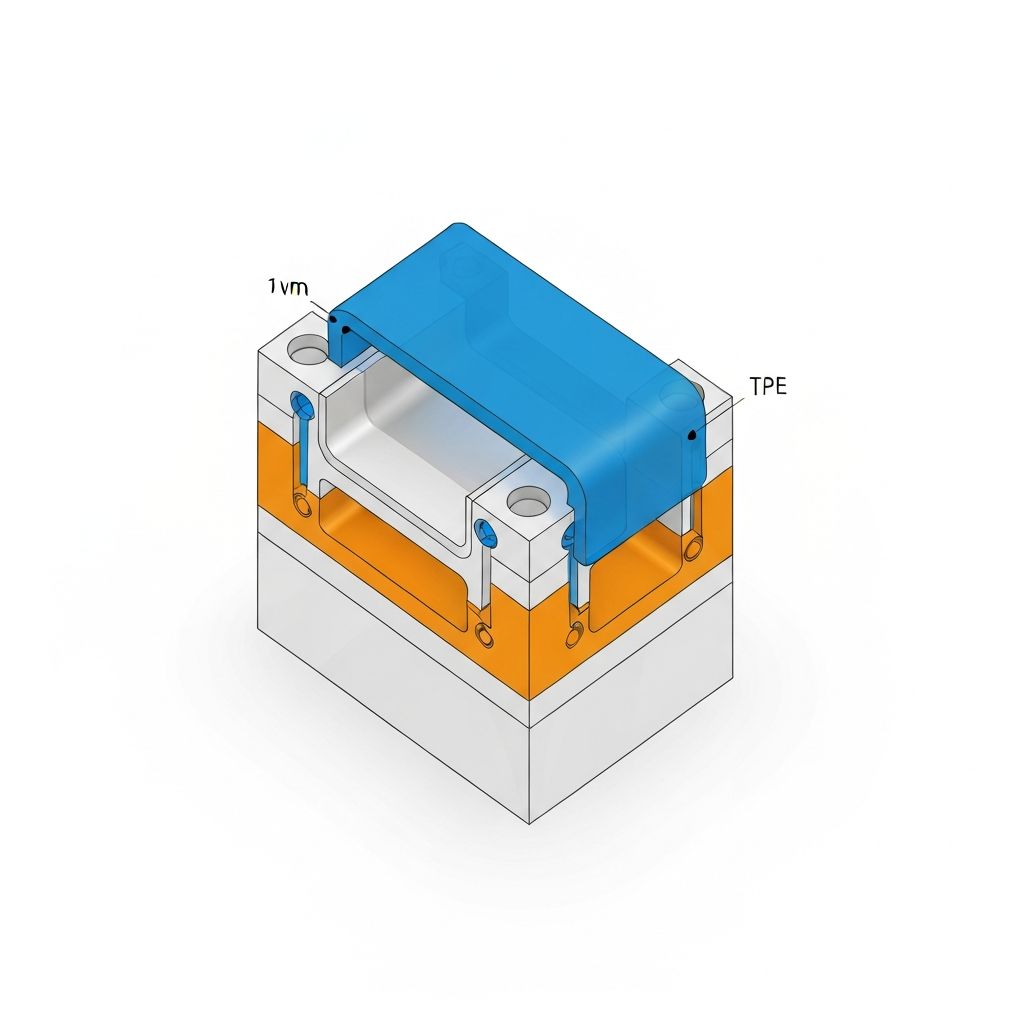

UNDERSTADING THE OVERMOLDING PROCESS
How the Overmolding Process Works
Stage 1 — Substrate Molding
The cooled substrate is manually or robotically loaded into the second mold cavity, which is mounted on a second injection press. The overmold material (TPE, TPU, LSR, or a second rigid plastic) is then injected over, around, or through the substrate, forming the final bonded part.
PROCESS COMPARISON
Overmolding vs. Insert Molding vs. Two-Shot Molding
Understanding when to use each process — and which mold you need.

Overmolding
Two-mold process

Insert Molding
Pre-placed inserts

Two-Shot Molding
Rotary process
KTM Builds → Many projects combine multiple processes. A handheld electronic device, for example, may use insert molding to embed brass contacts into a PA housing, then overmolding to apply a TPE grip surface to the same housing.
KTM builds molds for all three processes — insert molding, overmolding, and two-shot molding — under one roof. We evaluate your part design and recommend the most cost-effective approach.
Have an Overmolding Project in Mind?
Send us your 3D files or drawings. Our engineering team will review your design and respond with a DFM analysis — typically within 24 hours.
Engineering Excellence
Overmolding Mold Design & Engineering
The mold determines bond quality, dimensional accuracy, cycle time, and part consistency. Below are the critical design factors our engineering team addresses on every overmolding project.



MATERIAL EXPERTISE
Material Compatibility for Overmolding
Material selection determines whether the overmold bonds to the substrate reliably — or delaminates in service. Not all polymer combinations are compatible, and even within compatible families, bond strength varies by resin grade.

Chemical Bonding
The overmold material partially melts into the substrate surface at the molecular level during injection. This requires compatible polymer families and correct processing temperatures. It produces the strongest bond.
Mechanical Interlocking
The overmold material flows through holes, around undercuts, or into textured features on the substrate — physically locking in place after cooling. Necessary when chemical compatibility is insufficient (metals, POM, PBT).
Bond Failure Prevention
Substrate surface texture directly affects bond strength — a smoother surface produces stronger chemical bonding with TPE/TPU. Heavy textures reduce adhesion. We compensate with mechanical interlock features when texture is required.
Soft-Over-Hard Combinations (Most Common — ~80% of projects)
Hard-Over-Hard Combinations (~20% of projects)
Factors That Cause Bond Failure — and How We Prevent Them
Bond failure (delamination) is the most common quality issue in overmolded parts. Based on our production experience, the root causes trace to these factors:
Incompatible material grades
Even within compatible families, not all grades bond equally. We verify with the resin supplier's overmolding compatibility data for your specific grades.
Substrate surface contamination
Mold release agents, dust, or moisture on the substrate surface prevent adhesion. Substrates should be overmolded as soon as possible after forming.
Incorrect mold temperature
A substrate surface that is too cold prevents the overmold material from wetting and bonding. Each material pair has an optimal mold temperature window — we establish this during trials and lock it into the production process sheet.
Insufficient injection pressure or speed
The overmold material must contact the substrate surface with enough energy to initiate bonding.
Substrate surface finish too rough
For TPE and TPU overmolding, a smoother substrate surface produces stronger chemical bonding. If the substrate has a heavy texture (such as MT or VDI finishes), adhesion decreases — the deeper the texture, the weaker the bond. We compensate with mechanical interlock features when texture is required.
No mechanical interlock features
For any material combination with marginal chemical compatibility, designed-in undercuts, through-holes, or channels provide critical bond reinforcement.
We address every one of these factors during DFM review and validate bond strength with pull or peel testing during mold trials before approving production.
Explore further → For specialized overmolding applications — including silicone (LSR) overmolding, rubber overmolding, and PCB overmolding for electronics encapsulation — material selection and mold design require additional considerations. We cover these topics in detail in our technical guides.
INDUSTRIES WE SERVE
Overmolding Applications
Delivering precision overmolding solutions across diverse industries

Device housings, diagnostic equipment grips, sealing components, and surgical instrument handles with biocompatible TPE or LSR overmolds.
Full material traceability and quality documentation provided

Interior soft-touch trim, waterproof sensor housing seals, HVAC control knobs, grip handles with vibration dampening, and acoustic insulation components.
DFM analysis and CMM inspection included with every project

Overmolded cable assemblies with strain relief, connector housings with seals, POS terminal enclosures, and handheld device grips with soft-touch finishes.
40+ presses in house from 90T to 600T for scalable production

Power tool and hand tool grips, irrigation connectors, marine hardware with weather seals, and equipment control knobs with anti-slip overmolds.
In-house mold design, CNC machining, and overmolding production
Working on a Similar Project?
Send your 3D files or drawings — our engineering team will review your design and respond within 24 hours.
PROJECT SHOWCASE
Power Tool Handle — TPE Soft-Touch Overmolding
Ergonomic TPE grip overmolded onto rigid substrate for industrial hand tool application



Project Results
Chemical bonding between TPE and ABS substrate — no delamination after cyclic testing.
Mold shutoff optimized for zero flash on grip surface.
Full DFM review completed before tooling — no mold revisions required after T1.
"The client's engineering team initially faced bonding inconsistency between the TPE overmold and ABS substrate during prototype development with a previous supplier. After transferring the project to KTM, our DFM review identified incorrect mold temperature settings and insufficient mechanical interlock features as root causes. Both issues were resolved before tooling started. T1 samples passed pull-test verification on the first trial, and the mold entered production without revisions."
OUR CAPABILITIES
KTM Overmolding Capabilities
Complete overmolding solutions from mold design to production
Precision Overmolding Mold Making
In-house mold design and engineering team with 25 years of tooling experience
Imported Fanuc high-speed CNC machining centers
Sodick mirror-finish EDM for precision cavity surfaces
Quality Assurance
DFM Report: Design review with moldability analysis before tooling
Mold Trial Report (T1): Process parameters,tool trial videos, ISIR report, and sample photos
CMM Inspection: Coordinate measuring for critical dimensions
Whether you need overmolding tooling for export or a complete overmolding service including mold manufacturing and production runs, KTM manages the full process under one roof.
Our Process
How We Manage Your Overmolding Project
A structured, transparent workflow from your first design file to final delivery — with one dedicated engineer managing your project throughout.
Design Review
You send your 3D files (STEP / IGES / Parasolid) or 2D drawings. Our engineering team reviews the part geometry, material requirements, and overmolding feasibility — including substrate-to-overmold compatibility, wall thickness viability, and preliminary tooling approach. We typically respond with initial feedback within 24 hours.
Your involvement: Provide part files, material specs, and volume requirements
Quotation
We provide a detailed, itemized quote covering mold cost, piece price, lead time, material specification, and recommended tooling approach (transfer overmolding vs. two-shot). Each line item is fully transparent — no bundled costs, no hidden charges. If your project involves metal inserts, CNC machining costs are included in the same quote for complete visibility.
Your involvement: Review, clarify, and approve the quotation
DFM Analysis & Confirmation
Once your order is confirmed, we prepare a detailed DFM report covering wall thickness, substrate deformation risk, gate location options, material compatibility, draft angles, and mechanical interlock recommendations. We then review every finding with your engineering team — identifying risks, discussing alternatives, and agreeing on final design adjustments before any steel is cut.
Your involvement: Review DFM report, discuss and confirm final design
Mold Manufacturing
Mold steel is ordered and precision machining begins. We provide weekly progress reports covering each stage — CNC roughing and finishing, wire EDM cutting, spark EDM processing, surface polishing, mold fitting, and assembly. If any issue arises during the build, we contact you immediately with a clear explanation and obtain your confirmation before proceeding to the next stage.
Your involvement: Monitor weekly progress reports and approve any changes
Mold Trial (T1)
First samples are produced under documented process conditions. We deliver a complete T1 trial report including injection parameters, short-shot progression, dimensional measurements against your drawings, sample photos from multiple angles, and bond strength verification (pull or peel test) for every overmolded interface. Samples are shipped to you for hands-on evaluation.
Your involvement: Evaluate T1 samples, review trial report, and provide feedback
Revisions & Final Approval
If adjustments are needed based on your T1 feedback, we modify the mold and submit T2 samples — or T3 if further refinement is required. Each revision round includes updated trial reports, dimensional data, and bond test results. We iterate until the samples fully meet your specifications and receive your written approval before proceeding to the final phase.
Your involvement: Approve final samples for production or shipment
Mold Export or Production
Once samples are approved, we proceed based on your requirements:
▸ Mold Export
The mold is prepared to international export standards. For sea freight, we apply full vacuum packaging with rust and moisture protection. Complete documentation — DFM report, trial reports, CMM data, material certificates — is included. We support remote mold startup at your plant if needed.
▸ Production at KTM
The mold stays in our facility and we begin production runs per your release schedule. Each shipment includes inspection reports and quality documentation. Mold maintenance and storage are managed by our team throughout the production life of the tool.
Your involvement: Confirm mold export or place production orders

Typical lead time for a custom overmolding mold: 5 to 8 weeks from design approval to T1 samples, depending on part complexity and tooling requirements. One project engineer manages your program from DFM through delivery — you will not be passed between departments or lose context between handoffs.
CNC Machining for Substrates & Inserts
Many overmolding projects require precision-machined metal substrates or inserts — components that must fit the overmolding cavity with zero tolerance for mismatch. KTM machines these in-house rather than outsourcing to third parties:
This eliminates the risk of sourcing inserts from a separate supplier — where dimensional mismatches between insert and mold cavity are a frequent cause of production delays and scrap. When KTM machines your inserts and builds your overmolding mold, we guarantee the fit between the two.
FAQ
Common questions about overmolding
Get Started
Ready to Start Your Overmolding Project?
Looking for an experienced overmolding company with in-house mold design, CNC machining, and injection molding capabilities? Send us your project details — we respond in 24 hours.
Project Details
Ready to Start Your Overmolding Project?
Get a free quote within 24-48 hours. Our engineering team will review your requirements and provide DFM feedback.