Hot Runner vs Cold Runner — Which One Do You Need?
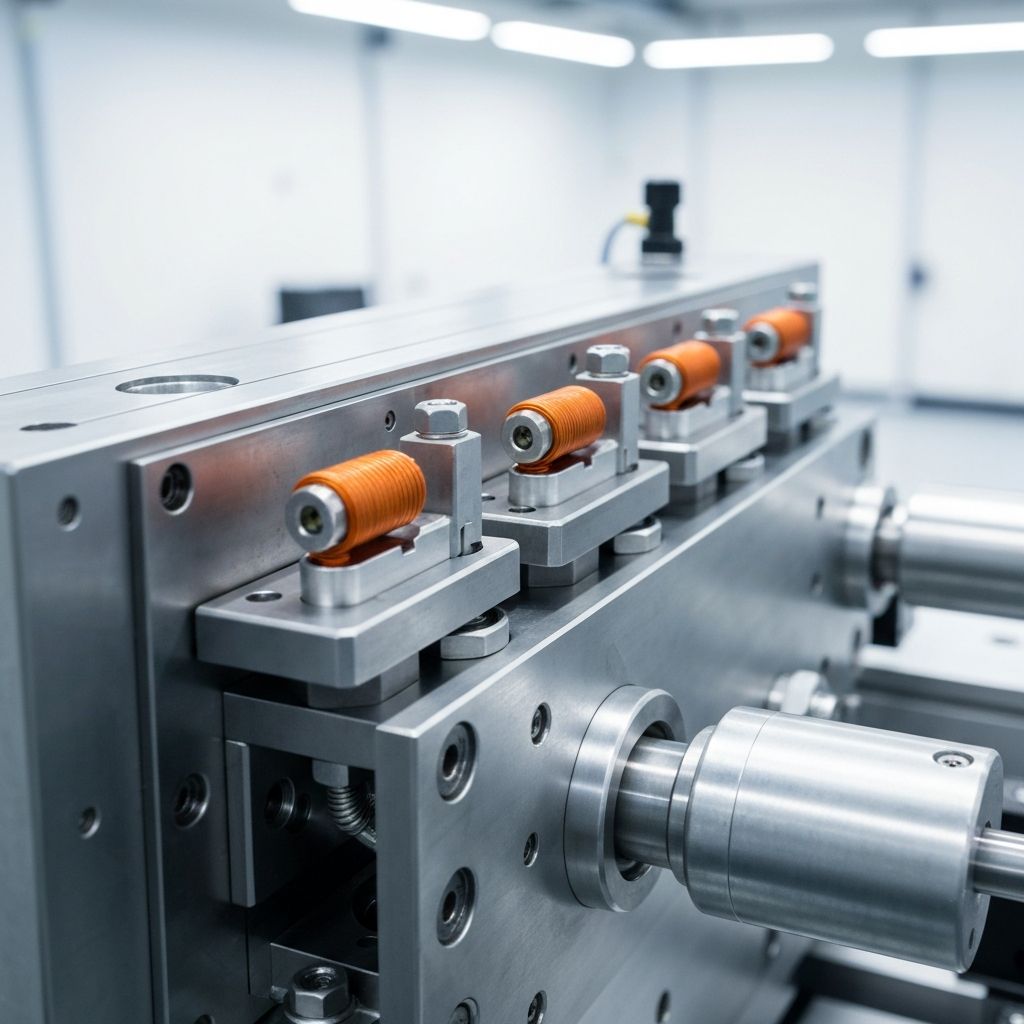
A hot runner mold keeps resin molten in a heated manifold and ejects no runner with the part, while a cold runner solidifies a sprue and runner that are ejected with each shot. Hot runners suit high-volume, engineering-resin and Class-A programs; cold runners suit low-volume, prototyping, or frequent material-change work.
| Criterion |
Hot Runner |
Cold Runner |
Best Fit |
| Material Waste |
Near zero |
10–40% runner scrap |
Hot runner for engineering resins |
| Cycle Time |
Shorter (no runner to cool) |
Longer — runner must cool |
Hot runner for high-volume |
| Tooling Cost |
Higher upfront |
Lower upfront |
Cold runner for low-volume or prototype |
| Color / Material change |
Slower, higher purge volume |
Fast and simple |
Cold runner for frequent changes |
| Gate Appearance |
Clean — no vestige with valve gate |
Visible gate mark on part |
Hot runner for Class-A surfaces |
| Maintenance Complexity |
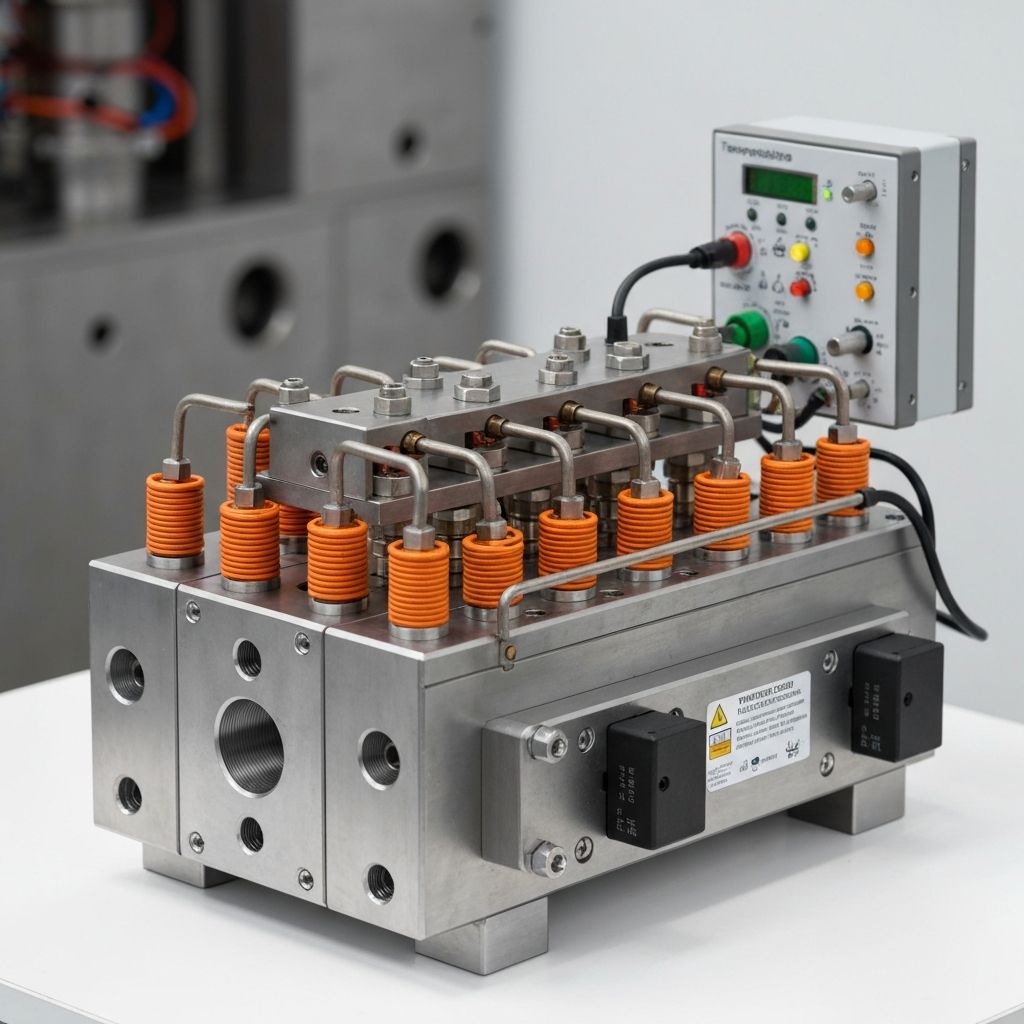
Higher — heaters, thermocouples, controller |
Simple — fewer components |
Cold runner for low-tech programs |
Rule of thumb: If your part goes into a consumer-facing product, a medical device, an optical assembly, or a high-cavitation automotive tool, start the conversation assuming hot runner. We'll confirm the ROI against your annual volume and resin cost during the DFM stage.